SlideShare: Quality Assurance vs. Quality Control in Manufacturing
SlideShare: 5 Reasons LEED Certification Makes Business Sense
Monarch Metal How-To: Cutting Aluminum on the Job Site

In an ideal world, aluminum would be cut by a fabricator who has the tools and experience to make clean, low-cost cuts. But sometimes, cutting aluminum to size needs to be held off until measurements are taken at the job site, which means it’s up to you and your team to tackle this task.
Luckily, aluminum is a lightweight, soft metal that’s relatively easy to cut–given that you’ve got all the appropriate tools onsite, of course. And if you know your way around those tools, then that makes the job much easier. Even still, adding this extra step to the project at hand will cost you time, money, and work site progress.
…
Monarch Metal How-To: Cutting Aluminum on the Job SiteRead More »
SlideShare: 5 Things to Know About Lean Manufacturing
Infographic: The Battle for Skin Sensing Technology
Click the image below to take a visual journey through the long and winding road to make skin sensing technology for table saws available to the general public.
5 Must-Have Mobile Apps for Woodworkers

There’s no doubt that mobile technology has changed the face of our society. Its appeal spans demographics, with everyone from computer geeks to stay-at-home moms becoming virtuosos of the digital age. And woodworkers are falling right in line with all the rest. As more DIY enthusiasts and woodworking professionals take to the internet to access project plans and video tutorials, the industry is seeing a surge in digital engagement…and mobile app developers have taken serious notice. …
7 Tips to Make AWFS 2015 the Ultimate Experience

If you’re a woodworker, by now you’re well aware that AWFS 2015 is going to be the biggest industry event of the year. Although the event is being held in the ever-alluring city of Las Vegas, it’s the show’s brand new demonstration stage and celebrity bookings that are causing the most buzz. In fact, woodworking veteran John Bassett III and Wayde and Brett from Animal Planet’s hit show TANKED! are set to make special appearances at this year’s festivities. It’s these new extras plus the unveiling of recent woodworking innovations that have event organizers and news outlets anticipating a more robust turnout than in previous years.
For most woodworkers out there, this event will seem like a dream come true. And if you’re one of the lucky few who gets to witness it up close, then the dream is a titillating reality. But before you let your excitement take over, it’s essential to lock down your attendance strategy so you can make the most of what’s sure to be a history-making trade show.
…
Cutting Stainless Steel on the Job Site
Having the right tools and using the correct process to cut stainless steel on the job site can make the difference between a rough cut that takes forever and a normal clean cut.
This may sound obvious, but you should first see if you are able to have the pieces cut to the right size by your fabricator. Â Your fabricator likely has the appropriate equipment and experience to do this for a fraction of cost vs. the labor it would cost to be cut to size at the job site. Â We know this is not always possible as some measurements are always going to need to be taken on the job site.
This article is geared towards cutting stainless steel for architectural applications on the job-site, so we will skip a discussion of shearing, laser cutting, water-jetting, cold sawing and flame cutting and focus on cutting sheet, structurals and bar less than 1/8 inch thick. Â The tools for these applications include chop saws, abrasive saws, hack saws and band saws.
…
Understanding Statuary Bronze, Architectural Bronze and Oil Rubbed Bronze or Brass Finishes
There are a variety of mechanical and chemical / conversion finishes available for bronze and brass metal that can give a wide range of appearances to the material. Mechanical finishes tend to be more cost effective whereas chemical finishes (such as a statuary bronze finish) can be expensive and difficult to protect, but provide a beautiful appearance.
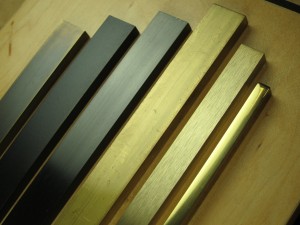
The more cost effective of the finishes are the mechanical finishes applied with abrasives. A brushed finish (a sample of which can be seen second from the right in the first of the adjacent images) is applied on a wide belt sander. The grain can range from a coarse grain applied with a 80 to 120 grit belt to a fine grain that is smooth to the touch and applied with a 320 to 400 belt. Another mechanical finish option is a mirror polished finish. This finish (illustrated in the photo to the left at the far right in the first adjacent image) is applied by first sanding and then polishing the material and is sometimes called a #8 finish. Both of these mechanical finishes are often protected with a clear lacquer that can be applied wet or is sometimes powder coated, depending on the degree of durability required by the application.

The chemical / conversion finishes for achieving a statuary or architectural bronze finish are anything but simple. First, there is the language with which companies will specify finishes. We regularly hear statuary bronze, architectural bronze, oil rubbed bronze, aged bronze, US10A, US10B and more. All of these terms do have meanings, but the meanings have become muddled by inappropriate usage over the years. The second source of complexity is the variety of processes used to achieve these finishes. And finally, there is a wide range in appearances of the final product. As an example, the three bars at the top in the picture in the top right accompanying this article are all statuary bronzes applied with either a different process or with some highlighting.
To start with process, finishing houses will generally pre-treat the material with either an abrasive or a cleaning agent or both to create a uniform surface for applying the oxidizing agent. The oxidation is generally achieved through the formation of a surface film of cuprous oxide or copper sulfides. The oxidizing agent is sometimes applied with heat, but more frequently without. When the material is oxidized, it has a darker deep brown or black appearance. To achieve an even darker appearance, fabricators will sometimes mix dark pigment in with the clear coating. To achieve a lighter appearance, the fabricator would highlight the piece by cutting back the conversion coating with an abrasive. Both the spraying and highlighting are hand finishes and require skilled craftsmen to apply. If you have a specific light or dark finish in mind, the best way to get what you want is to bring your provider a sample of the finish or at a minimum a picture.

Once the color is applied there is then a question of how to protect it. One option is a US10B finish, where no coating is applied and the material is allowed to age naturally. The difficult here is that any scratches that penetrate the surface film will expose the underlying yellowish material. The alternative is to apply a clear coating to the material. There are a wide variety of clear coatings ranging from wet lacquers, acrylic lacquers, nitrocellulose lacquers, clear epoxy coatings, urethanes or clear powder coatings. These coatings are selected on the basis of a combination of durability and cost. Maintaining the coatings can be difficult as cleaning agents can remove the coating and repairing scratches that do penetrate the surface coating can require refinishing the entire piece.
A different cost effective alternative to achieve a statuary bronze appearance is to use a specialty powder coat. While it is difficult to match the finish exactly, the technology in powder coating alternatives is improving and can also be a very durable coating for the material. Another possibility is bronze anodizing an aluminum base metal. Both of these are lower cost options vs. working with the expensive brass material.

What is Satin Finish Aluminum Angle / L Bracket?

We get quite a few inquiries here at Monarch for satin finish aluminum angle. The trouble is that a “Satin†finish means different things to different people.
According to the Metal Finishes Manual put out by the National Association of Architectural Metal Manufacturers, they define a Satin Finish as a mechanical finish applied by wheel or belt polishing with grits of varying degrees of fineness. Typically we are applying this finish to 6063 Sharp Corner aluminum angle and applying a brushed finish to the outside face(s) of the angle to match other interior elements. We can do this with a coarse 120 Grit Grain, which we would call a #4 finish. We can also apply a smoother grain with a higher grit belt, which we would call a #6 finish, which would be a 180 to 220 grit. You can feel the difference by running your finger over the material and seeing if you can feel the grain.

The confusion arises because customers will also use a “satin†finish to mean a clear satin anodized finish (anodized aluminum angle). This is anodic treatment of the aluminum that forms a durable oxide coating on the surface of the aluminum. This anodic coating does not affect the surface texture of the aluminum, but provides increased resistance to corrosion as well as resistance to abrasion. Aluminum can be anodized in different colors, but the most common is clear anodized. Another choice in anodized aluminum is whether the part needs a thicker oxide film for outdoor use (such as a 204 coating) or whether a thinner oxide layer would suffice (a 201 coating). If you are drilling, punching or cutting your anodized material, then the material will not be protected from the elements at the cuts.